

Непровар шва ухудшает технологические свойства материалов, а также является причиной низкой прочности соединения. К этому дефекту относят образования на поверхности шва, которые имеют неоднородную структуру. Почему чаще всего получается непровар?

Понятие непровара
К непровару относят следующие дефекты: горячие или холодные микротрещины или макротрещины, непровар корня шва, поры, видимые глазом и включения различных групп.
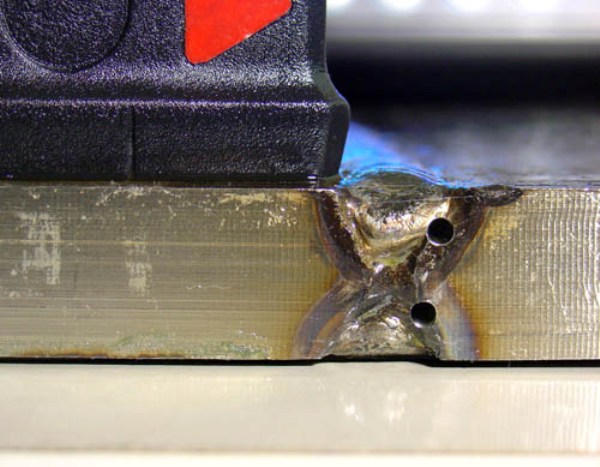
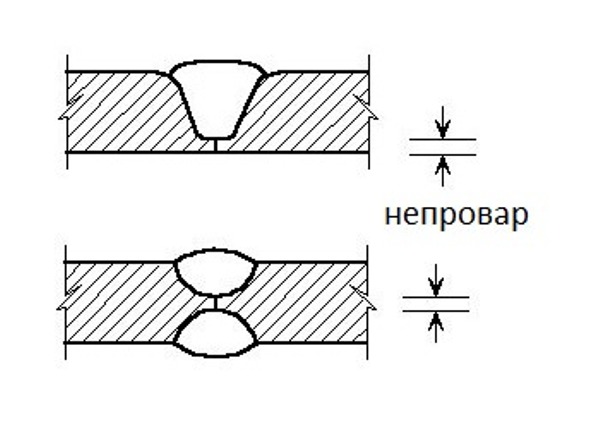
Чаще всего дефект образуется в корне шва или в кромках между соединениями. Такое сварное соединение имеет пониженную работоспособность и устойчивость к внешним воздействиям.

Появление пористости
Пористость в соединении появляется из-за того, что не все пузырьки во время рабочего процесса успевают выйти из металла до его застывания. Сферы пузырьков могут быть микроспокоческими или большими по 2-3 мм в диаметре.
Непровар в данном случае получается из-за возникновения окиси углерода и углекислого газа, из-за ржавчины на концах технологических соединений и на проволоке, а также из-за повышенной влажности во флюсе или в процессе автоматической сварки.
Трещины
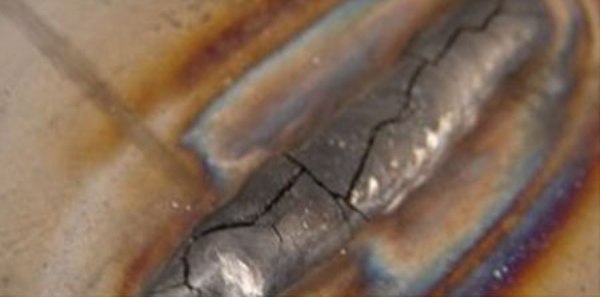
Этот непровар очень опасен из-за дальнейшей возможности расширения микроскопических трещин до огромных размеров. Это может происходить вплоть до разрыва швов. Трещины образуются из-за жесткого скрепления провариваемых элементов, из-за эффекта напряжения внутри металла, из-за проведения сварки при низких температурах, из-за большого сосредоточения швов на маленьком участке.

Остальные причины непровара и ошибки
Ошибки из-за которых случаются непровары обширны. Сварщик может выставить ток недостаточный для проварки конкретного шва или перемещать электрод с большой скоростью и интенсивностью. Также непровар может произойти из-за большой длины размерного ряда дуги, из-за недостаточного угла откоса для кромок, из-за изъянов большого угла притупления в кромках.
Часто непровар случается из-за неопытности сварщика, когда тот неправильно перемещает или сопоставляет элементы для кромки. Или между свариваемыми кромками образуется небольшой зазор, из-за которого детали неплотно соприкасаются. Часто допускаемая ошибка заключается в использовании электродов большого диаметра, которые нельзя применять на определенных этапах сварки. Непровар обязательно образуется, если между кромками в процессе затечет шлак.










